这套模具不简单!
一、产品分析
此产品是用在太阳能热水器上的的节止阀,材料是POM,外形见下图。

 产品看来脱模比较困难,因为内螺纹中间的部分是转不了的,但是内螺纹必须用机械的方法转出来,而且产品的中间部分比较厚,内螺纹的中间部分必须要冷却。这2项要求好像有点相互矛盾。是一套典型的螺纹旋转抽芯结构的注塑模具,但又要将旋转部分的中间布置成为不转的,这个不转的部分还要通冷却水,这个案例对模具设计师是个很大的挑战,案例来自河北黄骅模具城某模具厂。
二、浇口的设计
这个案例在考虑模具结构以前,首先先要考虑好浇口怎么安排,用什么形式,在哪里进胶?因为本产品的脱模要向四面抽芯,做一模多腔比较困难,只能考虑用小机型,做一模一腔。但是浇口的安排比较麻烦,一般的来讲,本产品有三种进胶方法:1热流道,2点浇口,3大浇口。但是由于注塑机比较小,模具的总厚度受到限制,从这点考虑,我认为优先采用大浇口,因为大浇口的模具厚度最小。
大浇口虽然最简单,但是进胶点放在哪里呢?由于制品安排浇口的最佳位置是凹下去的,普通的大浇口将难以实现,切除也困难,假如放弃大浇口,做点浇口或者热流道,则模具的高度很大,显然不合理,而且模具的成本也增加很多,注塑机也要大一号,直接就增加了生产成本,所以,必须考虑大浇口。经过一段时间的考虑,我设想了一种变种的大浇口,见下图。
产品看来脱模比较困难,因为内螺纹中间的部分是转不了的,但是内螺纹必须用机械的方法转出来,而且产品的中间部分比较厚,内螺纹的中间部分必须要冷却。这2项要求好像有点相互矛盾。是一套典型的螺纹旋转抽芯结构的注塑模具,但又要将旋转部分的中间布置成为不转的,这个不转的部分还要通冷却水,这个案例对模具设计师是个很大的挑战,案例来自河北黄骅模具城某模具厂。
二、浇口的设计
这个案例在考虑模具结构以前,首先先要考虑好浇口怎么安排,用什么形式,在哪里进胶?因为本产品的脱模要向四面抽芯,做一模多腔比较困难,只能考虑用小机型,做一模一腔。但是浇口的安排比较麻烦,一般的来讲,本产品有三种进胶方法:1热流道,2点浇口,3大浇口。但是由于注塑机比较小,模具的总厚度受到限制,从这点考虑,我认为优先采用大浇口,因为大浇口的模具厚度最小。
大浇口虽然最简单,但是进胶点放在哪里呢?由于制品安排浇口的最佳位置是凹下去的,普通的大浇口将难以实现,切除也困难,假如放弃大浇口,做点浇口或者热流道,则模具的高度很大,显然不合理,而且模具的成本也增加很多,注塑机也要大一号,直接就增加了生产成本,所以,必须考虑大浇口。经过一段时间的考虑,我设想了一种变种的大浇口,见下图。
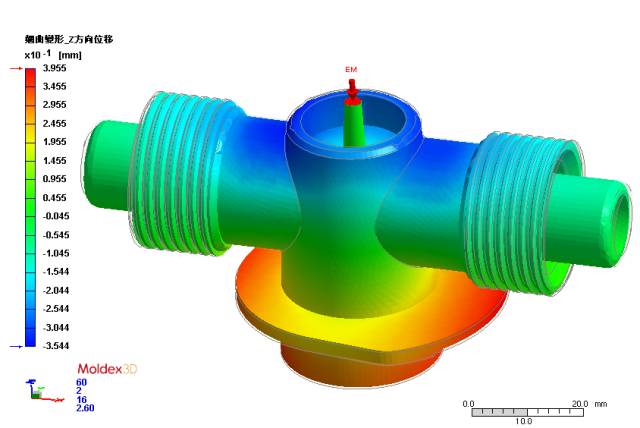
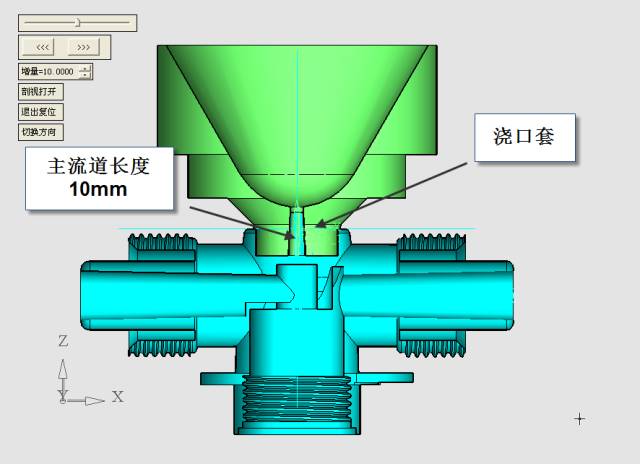 从上图可以看到,将成型产品上端的圆凹坑的圆凸台直接做成浇口套的一部分,这样,浇口总长度才10mm,小头2.5mm,大头3mm,这时的注塑成型的阻力最小,脱模的阻力也最小,用一把专用的刀很容易切除,用了这个浇口的设计,定模大大简化了,定模的厚度也大大减小了,适合小机型生产,腾出空间给动模安排合理的脱模机构。经过Moldex 3D公司的模流分析,这个浇口的设计是非常合理的,见下图。
从上图可以看到,将成型产品上端的圆凹坑的圆凸台直接做成浇口套的一部分,这样,浇口总长度才10mm,小头2.5mm,大头3mm,这时的注塑成型的阻力最小,脱模的阻力也最小,用一把专用的刀很容易切除,用了这个浇口的设计,定模大大简化了,定模的厚度也大大减小了,适合小机型生产,腾出空间给动模安排合理的脱模机构。经过Moldex 3D公司的模流分析,这个浇口的设计是非常合理的,见下图。
 三、螺纹芯的设计
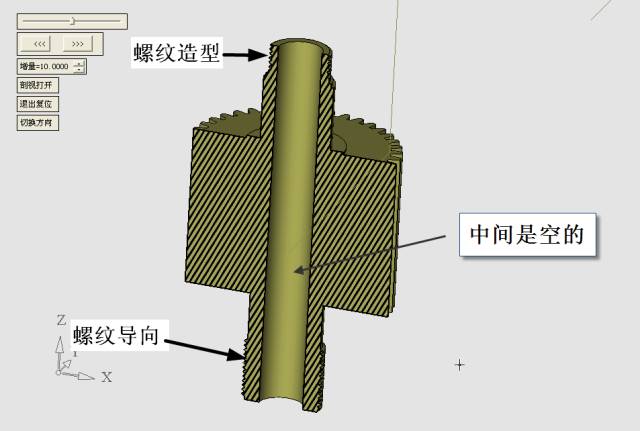
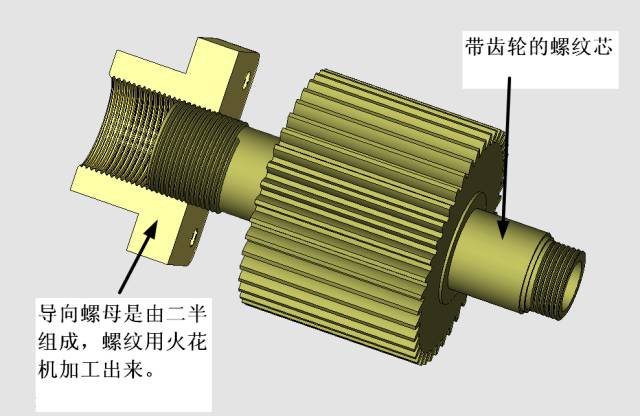
螺纹芯是中空的,为了模具结构的紧凑和螺纹型芯有足够的强度,我将齿轮和螺纹型芯做成一体的,螺纹型芯的另外一端有导向的螺纹,导程与造型的螺纹的导程是一致的,见下图。
三、螺纹芯的设计
螺纹芯是中空的,为了模具结构的紧凑和螺纹型芯有足够的强度,我将齿轮和螺纹型芯做成一体的,螺纹型芯的另外一端有导向的螺纹,导程与造型的螺纹的导程是一致的,见下图。
 导向的螺纹与定制的螺母相配合。当螺纹芯上的齿轮被传动时,这个导向螺纹在螺纹型芯旋转的同时,使得整个螺纹芯边旋转边向后退,因为螺母是要有硬度的,合理的硬度为HRC48~52,在这样的硬度时,内螺纹的加工是很困难的,为了方便加工和装配,我将这个螺母分为二半来做,做完后二半装在相应的一个穴中就成为一个整体。螺母的材料是用CrWMn,见下图。
导向的螺纹与定制的螺母相配合。当螺纹芯上的齿轮被传动时,这个导向螺纹在螺纹型芯旋转的同时,使得整个螺纹芯边旋转边向后退,因为螺母是要有硬度的,合理的硬度为HRC48~52,在这样的硬度时,内螺纹的加工是很困难的,为了方便加工和装配,我将这个螺母分为二半来做,做完后二半装在相应的一个穴中就成为一个整体。螺母的材料是用CrWMn,见下图。
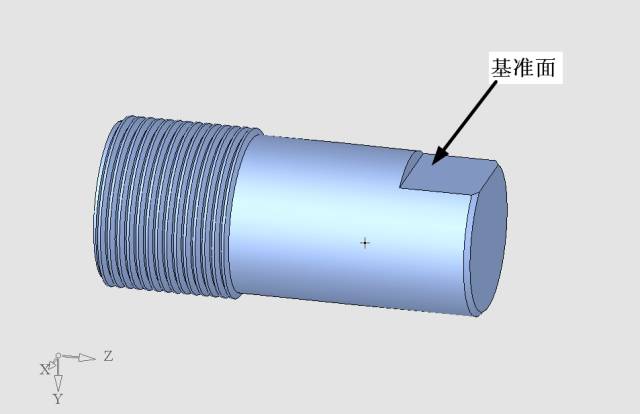
 螺纹是用电极加工出来的。加工螺母的螺纹的电极是由数控车床加工出来的。电极的固定端铣一基准面,当加工完一半螺母后,将电极反过来再打表分中后,加工另外一半螺母,见下图。
螺纹是用电极加工出来的。加工螺母的螺纹的电极是由数控车床加工出来的。电极的固定端铣一基准面,当加工完一半螺母后,将电极反过来再打表分中后,加工另外一半螺母,见下图。
 四、整套模具的动作原理
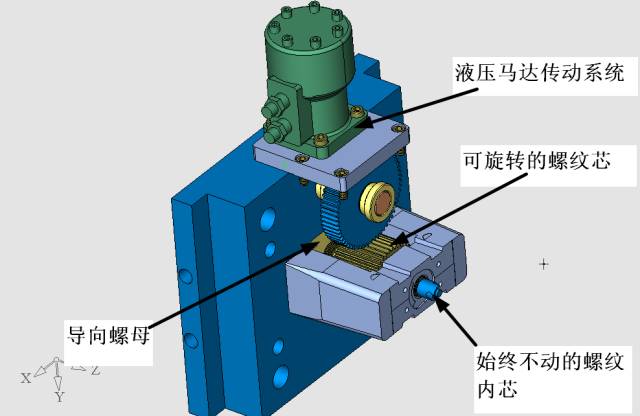
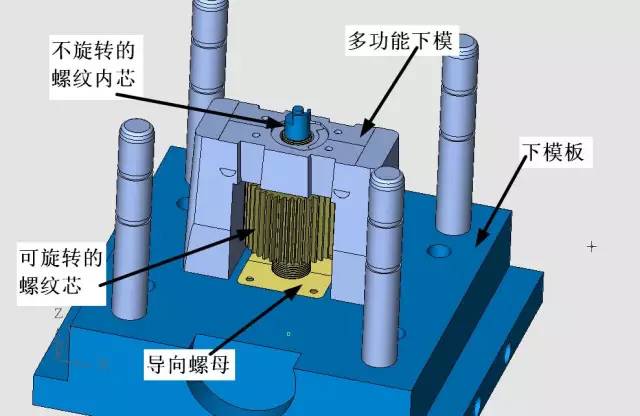
这套模具的出模比较难理解,让我慢慢地给大家解释。第一步,在模具没有打开前,螺纹芯通过液压马达的带动,产生旋转,顺着导向螺母运动,使得这部分螺纹脱离产品。这时,螺纹内芯是不动的,因为螺纹内芯的头部造型是非旋转体,见下图。
四、整套模具的动作原理
这套模具的出模比较难理解,让我慢慢地给大家解释。第一步,在模具没有打开前,螺纹芯通过液压马达的带动,产生旋转,顺着导向螺母运动,使得这部分螺纹脱离产品。这时,螺纹内芯是不动的,因为螺纹内芯的头部造型是非旋转体,见下图。
 第二个动作,动模垫板与动模底板之间先分开15mm,见下图。
第二个动作,动模垫板与动模底板之间先分开15mm,见下图。
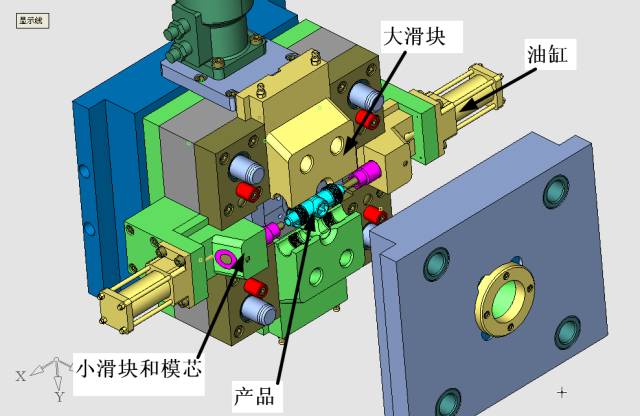
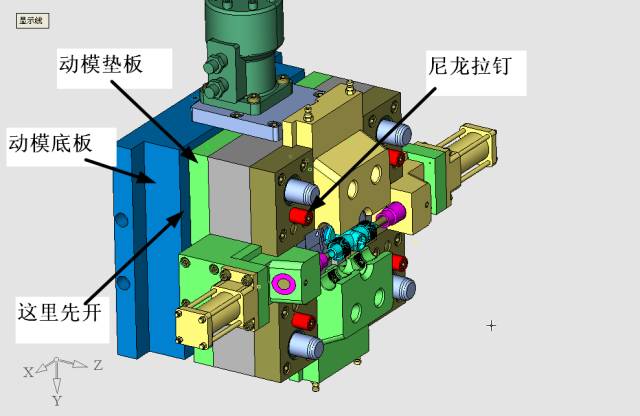 在上图中可以看到,螺纹型芯的螺纹部分已经旋出,由于在分型面上设置了尼龙拉钉,开模时主分型面先不打开,而是动模底板与动模底板间先打开15mm。这时4个滑块还紧紧地包住产品,一起向前移动15mm,使得螺纹内芯不可旋转的部分脱离。然后主分型面打开,由于斜导柱的作用,二个大滑块分开。第三个动作是模具二侧的液压油缸抽出二侧的模芯,见下图。
在上图中可以看到,螺纹型芯的螺纹部分已经旋出,由于在分型面上设置了尼龙拉钉,开模时主分型面先不打开,而是动模底板与动模底板间先打开15mm。这时4个滑块还紧紧地包住产品,一起向前移动15mm,使得螺纹内芯不可旋转的部分脱离。然后主分型面打开,由于斜导柱的作用,二个大滑块分开。第三个动作是模具二侧的液压油缸抽出二侧的模芯,见下图。
 由于第一次开模仅仅15mm,产品已经与螺纹内芯松开,但是还有部分螺纹内芯伸在产品的中间。这样会使得滑块分开时产品不会粘在滑块上,假如第二个动作打开得多,使得螺纹型芯内部的不旋转的内芯完全离开产品,则产品有可能在油缸拉动二侧的型芯时,随型芯一起运动,也就是粘在型芯上,机械手无法将产品夹出。第四个动作,是用机械手将产品取出。整个四个动作是连贯的。
五、下模的设计
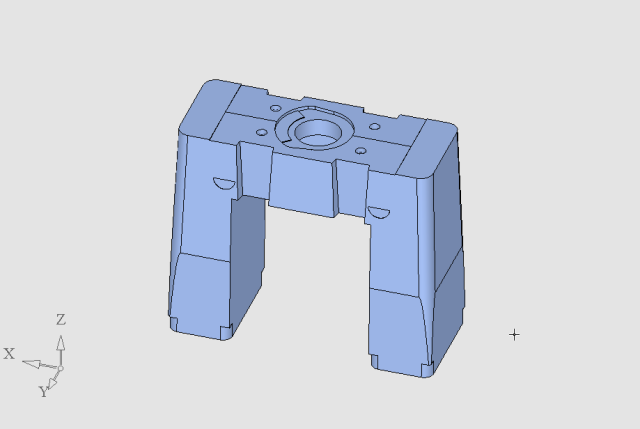
这套模具的构思的核心是下模,我这里说的下模不是指整个动模部分,是指一个单独的零件。我以前没有见过,自己也没有设计过这样一个零件,它也不是动模仁,但是它也参与了成型,它又是本套模具最核心的结构性零件,我不知道怎么给它命名,但是这是个“奇思妙想”。我暂且称它为多功能下模,简称下模吧。它的外形有点象法国的凯旋门,象征着我们这套模具的胜利,见下图。
由于第一次开模仅仅15mm,产品已经与螺纹内芯松开,但是还有部分螺纹内芯伸在产品的中间。这样会使得滑块分开时产品不会粘在滑块上,假如第二个动作打开得多,使得螺纹型芯内部的不旋转的内芯完全离开产品,则产品有可能在油缸拉动二侧的型芯时,随型芯一起运动,也就是粘在型芯上,机械手无法将产品夹出。第四个动作,是用机械手将产品取出。整个四个动作是连贯的。
五、下模的设计
这套模具的构思的核心是下模,我这里说的下模不是指整个动模部分,是指一个单独的零件。我以前没有见过,自己也没有设计过这样一个零件,它也不是动模仁,但是它也参与了成型,它又是本套模具最核心的结构性零件,我不知道怎么给它命名,但是这是个“奇思妙想”。我暂且称它为多功能下模,简称下模吧。它的外形有点象法国的凯旋门,象征着我们这套模具的胜利,见下图。
 它在动模部分的装配状况是这样的,见下图。
它在动模部分的装配状况是这样的,见下图。
 为什么这个下模我称它为多功能下模,我们来看看它有多少个功能。
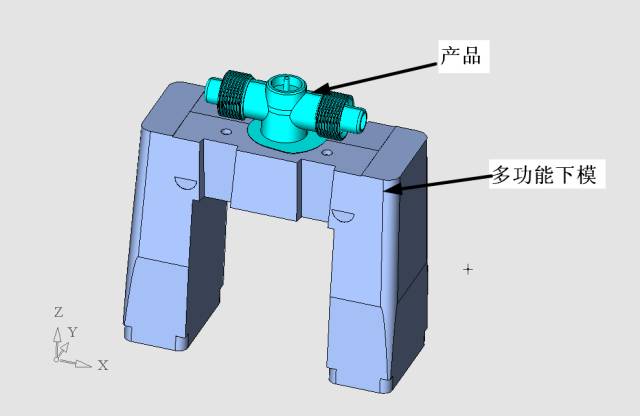
1、造型
下模的一部分是参加造型的,产品的底部的造型是这个多功能下模提供的,见下图。
为什么这个下模我称它为多功能下模,我们来看看它有多少个功能。
1、造型
下模的一部分是参加造型的,产品的底部的造型是这个多功能下模提供的,见下图。
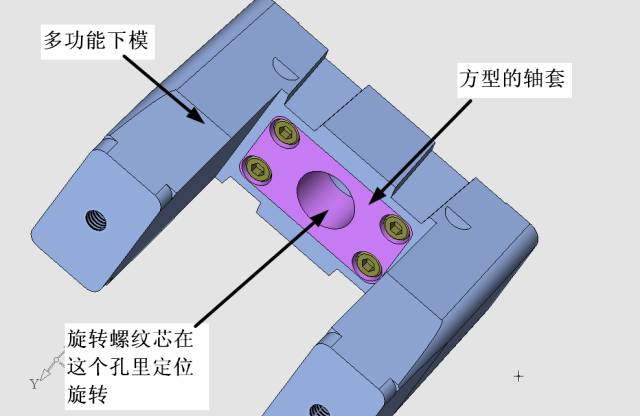
 2、固定和定位旋转螺纹芯的轴套,见下图。
2、固定和定位旋转螺纹芯的轴套,见下图。
 3、对4个滑块进行定位和限位,见下图。
3、对4个滑块进行定位和限位,见下图。
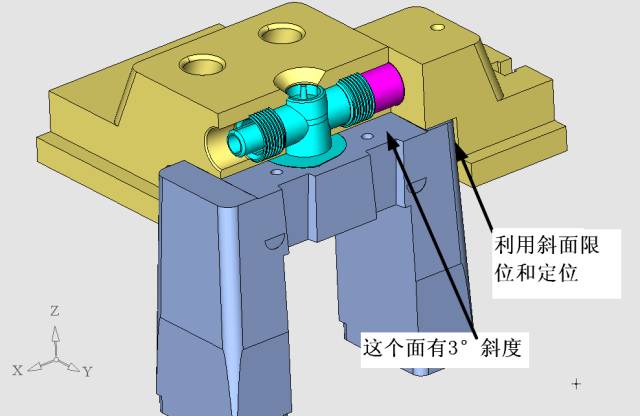 由于前面讲到,模具的第二个动作中,活动模板与动模底板会分开15mm。而很快是布置在活动模板上的,多功能下模是布置在动模底板上的,也就是说,在这个动作中,滑块会与多功能下模分开15mm。合模时,滑块又要回到多功能下模上这就需要对滑块与多功能下模之间布置精密的定位,而且一定是3面有斜度的。我在多功能下模上设计了4处带斜度的凹槽,见下图。
由于前面讲到,模具的第二个动作中,活动模板与动模底板会分开15mm。而很快是布置在活动模板上的,多功能下模是布置在动模底板上的,也就是说,在这个动作中,滑块会与多功能下模分开15mm。合模时,滑块又要回到多功能下模上这就需要对滑块与多功能下模之间布置精密的定位,而且一定是3面有斜度的。我在多功能下模上设计了4处带斜度的凹槽,见下图。
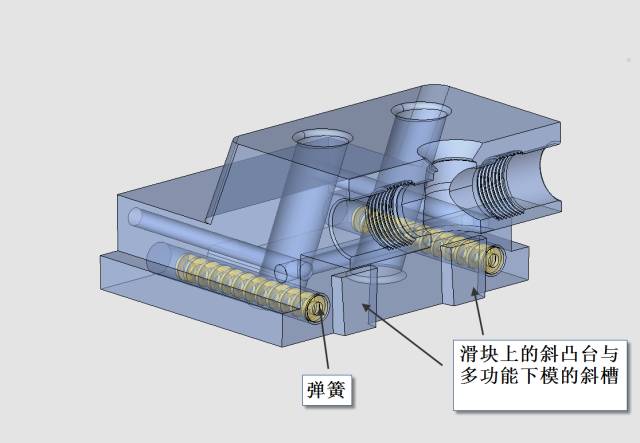
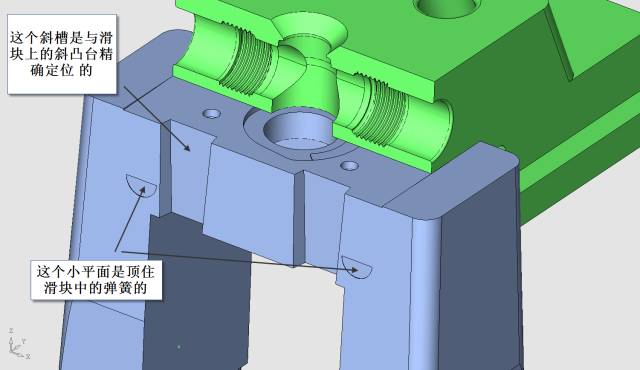 滑块上也有相应的斜凸块,见下图。
滑块上也有相应的斜凸块,见下图。
 4、活动模板与动模底板的精定位,见下图。
4、活动模板与动模底板的精定位,见下图。
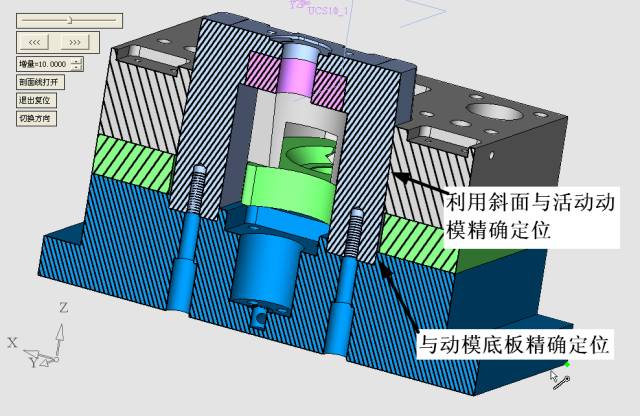 从上图中可以看到,活动动模与动模底板是需要精确定位的,但是模具的第二个动作中,活动动模与动模底板是要分开15mm的,所以我将多功能下模的下部四周设计成带斜面的,与活动动模的内侧的斜面精密配合,这样既在合模时能够精密定位,而且在活动动模分开时与多功能下模又不产生摩擦。
多功能下模是固定在动模底板上的,见下图。
从上图中可以看到,活动动模与动模底板是需要精确定位的,但是模具的第二个动作中,活动动模与动模底板是要分开15mm的,所以我将多功能下模的下部四周设计成带斜面的,与活动动模的内侧的斜面精密配合,这样既在合模时能够精密定位,而且在活动动模分开时与多功能下模又不产生摩擦。
多功能下模是固定在动模底板上的,见下图。
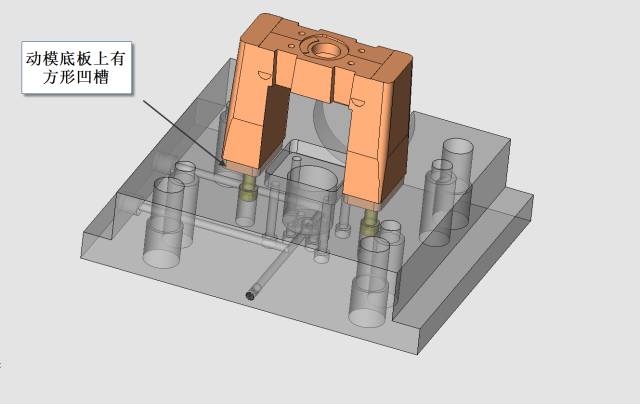 从上图可以看到,动模底板上的方形凹槽与多功能下模的底部的二处方形是精密配合的,这样就保证了整个动模部分各个零件之间的精密配合,并且在活动动模分开15mm时不产生由于摩擦引起的模损。
5、多功能下模与滑块底部的配合,见下图。
从上图可以看到,动模底板上的方形凹槽与多功能下模的底部的二处方形是精密配合的,这样就保证了整个动模部分各个零件之间的精密配合,并且在活动动模分开15mm时不产生由于摩擦引起的模损。
5、多功能下模与滑块底部的配合,见下图。
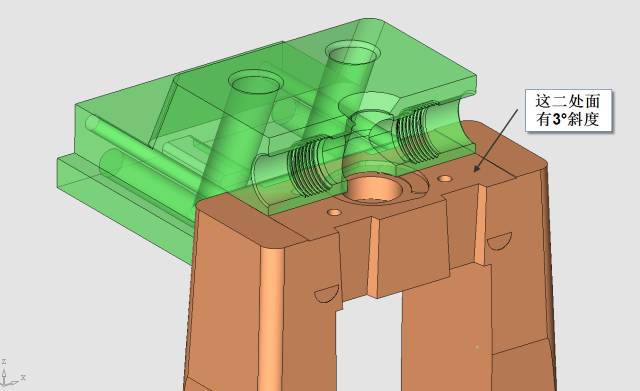 在上图中可以看到,滑块底面与多功能下模的上面的结合面是由3°斜度的,这在模具设计中是个细节问题,而且是个非常重要的细节,很多年轻的设计师不注意这个问题,后果会很严重。因为滑块底面是带造型的,假如这个结合面没有斜度,这个结合面很快磨损,在产品上产生飞边。
为什么会很快磨损?道理很简单,滑块的锁紧是靠定模上的锁紧块对滑块的斜面在合模时产生挤压。这个挤压的力会产生向下的压力,滑块底面与多功能下模的上面产生挤压,假如这对面与运动方向是平行的,就产生了摩擦力,因为摩擦力的大小是正压力与摩擦系数所决定的,所以这个从注塑机的锁模力转换来的正压力产生的摩擦力很大,所以在这种情况下,滑块底面与多功能下模上面的磨损会很快。
现在我将这对面设计为斜面,情况就完全不同了,在滑块运动的过程中,这对面是腾空的,只有在注塑机锁模的最后一刹那,这对面才碰到,假如模具做得精准,让这对面离开0.008mm,用来排气,那就更好了,可根本避免磨损。
由此可见,这个多功能下模在整套模具里的作用是非常重要的。
六、螺纹内芯的设计
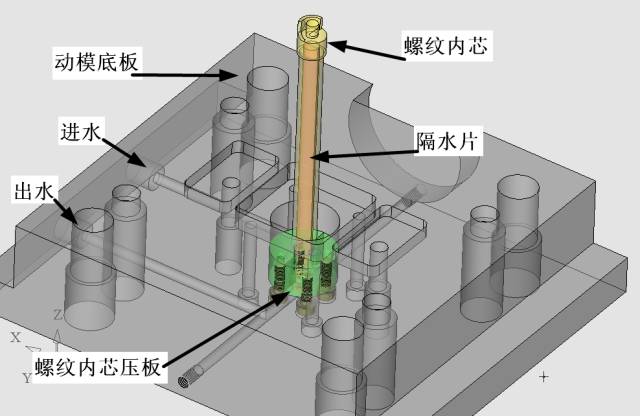
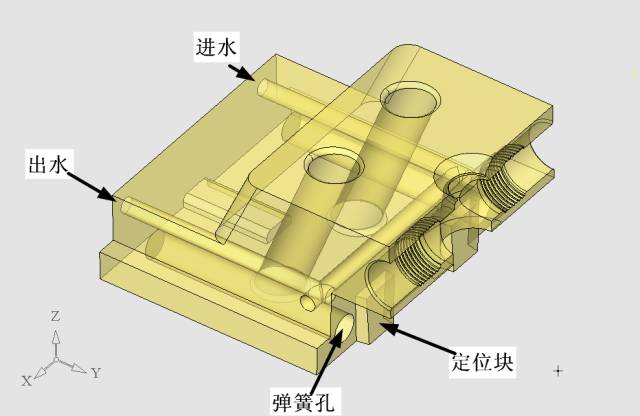
螺纹内芯是不可以旋转的,它是靠活动动模与动模底板的相对运动来完成脱模的,动力是尼龙拉钉产生的。它是固定在动模底板上的,由于产品上对着螺纹内芯的部分非常厚,所以螺纹内芯必须有充分的冷却。我是这样设计的,见下图。
在上图中可以看到,滑块底面与多功能下模的上面的结合面是由3°斜度的,这在模具设计中是个细节问题,而且是个非常重要的细节,很多年轻的设计师不注意这个问题,后果会很严重。因为滑块底面是带造型的,假如这个结合面没有斜度,这个结合面很快磨损,在产品上产生飞边。
为什么会很快磨损?道理很简单,滑块的锁紧是靠定模上的锁紧块对滑块的斜面在合模时产生挤压。这个挤压的力会产生向下的压力,滑块底面与多功能下模的上面产生挤压,假如这对面与运动方向是平行的,就产生了摩擦力,因为摩擦力的大小是正压力与摩擦系数所决定的,所以这个从注塑机的锁模力转换来的正压力产生的摩擦力很大,所以在这种情况下,滑块底面与多功能下模上面的磨损会很快。
现在我将这对面设计为斜面,情况就完全不同了,在滑块运动的过程中,这对面是腾空的,只有在注塑机锁模的最后一刹那,这对面才碰到,假如模具做得精准,让这对面离开0.008mm,用来排气,那就更好了,可根本避免磨损。
由此可见,这个多功能下模在整套模具里的作用是非常重要的。
六、螺纹内芯的设计
螺纹内芯是不可以旋转的,它是靠活动动模与动模底板的相对运动来完成脱模的,动力是尼龙拉钉产生的。它是固定在动模底板上的,由于产品上对着螺纹内芯的部分非常厚,所以螺纹内芯必须有充分的冷却。我是这样设计的,见下图。
 为了装配方便,螺纹内芯的压板是分为二半的,靠4个内六角螺丝固定。为了防止螺纹内心的转动,它的最后端的台阶做了二个小平面,见下图。
为了装配方便,螺纹内芯的压板是分为二半的,靠4个内六角螺丝固定。为了防止螺纹内心的转动,它的最后端的台阶做了二个小平面,见下图。
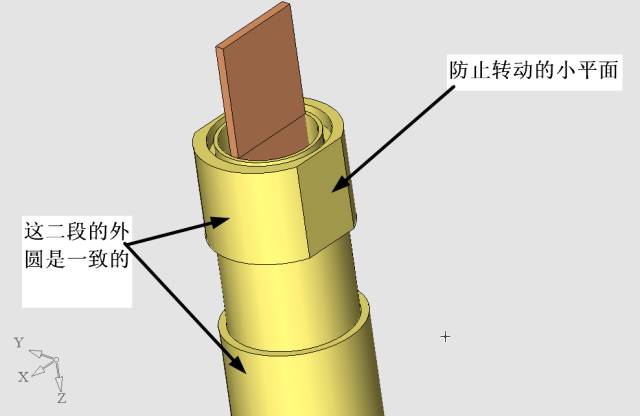 从上图可以看到,螺纹内芯的底部为了装配方便,二段外圆的直径是一致的,否则就不能从螺纹芯中穿过,这样一来,螺纹内芯的底面的位置就非常的紧,布置“O”型密封圈就很麻烦了,我在这里设计了一种铜密封圈,见下图。
从上图可以看到,螺纹内芯的底部为了装配方便,二段外圆的直径是一致的,否则就不能从螺纹芯中穿过,这样一来,螺纹内芯的底面的位置就非常的紧,布置“O”型密封圈就很麻烦了,我在这里设计了一种铜密封圈,见下图。
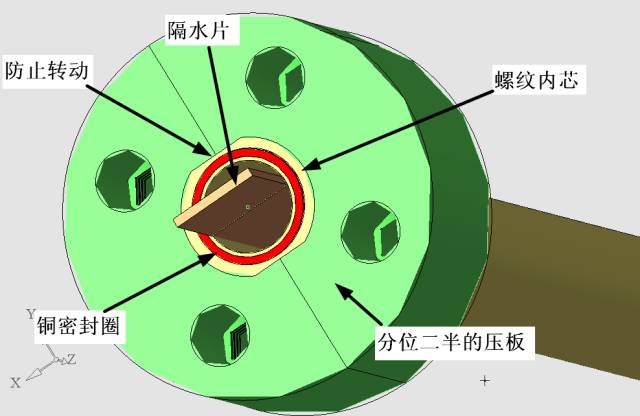 这个铜密封圈在这种场合是一个比较好的手段,它比螺纹内芯的底面要高出0.1,当螺丝收紧时便可起到密封作用。
七、大滑块的设计
大滑块的设计见下图。
这个铜密封圈在这种场合是一个比较好的手段,它比螺纹内芯的底面要高出0.1,当螺丝收紧时便可起到密封作用。
七、大滑块的设计
大滑块的设计见下图。
 大滑块的设计是传统的,但是我在这里布置了二个定位块,是原身留的,反正是废物利用。但是它卡在多功能下模里,可以精确定位,减少大滑块与轨道的摩擦。
前面提到,动模底板与活动动模由于尼龙拉钉的作用,会分开15mm,而所有的滑块都是布置在活动动模上的,也就是说,滑块在没有开模之前与多功能下模中间有15mm的相对运动,所以,滑块上的定位块是有下小上大的斜度的。
八、小滑块抽芯的设计
小滑块是由油缸来拉动的,见下图。
大滑块的设计是传统的,但是我在这里布置了二个定位块,是原身留的,反正是废物利用。但是它卡在多功能下模里,可以精确定位,减少大滑块与轨道的摩擦。
前面提到,动模底板与活动动模由于尼龙拉钉的作用,会分开15mm,而所有的滑块都是布置在活动动模上的,也就是说,滑块在没有开模之前与多功能下模中间有15mm的相对运动,所以,滑块上的定位块是有下小上大的斜度的。
八、小滑块抽芯的设计
小滑块是由油缸来拉动的,见下图。
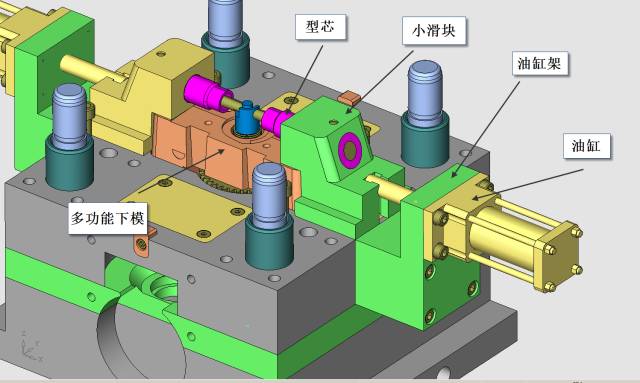 从上图中可以看到,型芯是由小滑块带动的,小滑块是靠装在油缸架上的油缸拉动的,这是比较简单比较传统的做法。
九、旋转抽芯的传动机构设计
螺纹旋转抽芯的传动机构的设计见下图。
从上图中可以看到,型芯是由小滑块带动的,小滑块是靠装在油缸架上的油缸拉动的,这是比较简单比较传统的做法。
九、旋转抽芯的传动机构设计
螺纹旋转抽芯的传动机构的设计见下图。
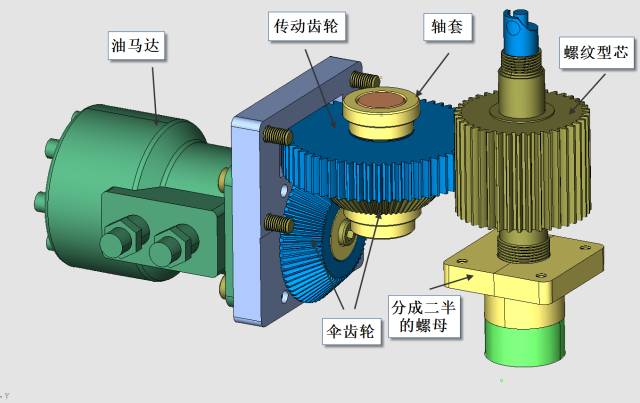 从上图中可以看到,油马达带动了一对伞齿轮,第二个伞齿轮与传动齿轮是同轴的,传动齿轮带动螺纹型芯上的齿轮,使螺纹型芯旋转,由于螺纹型芯的下端有导向的螺纹,这个导向螺纹的螺距与产品上的螺距(已放了收缩率)是一致的,所以螺纹型芯上的造型的螺纹部分会从产品里旋出来。由于螺纹型芯有上下的运动,所以螺纹型芯上的齿轮的厚度比较厚。
十、小结
有些网友跟我讲,查老师,你讲的这个案例太简单了,能不能来点复杂的。我认为,在日常的模具生产中,绝大多数是常规的结构,我这个案例集中体现的是模具设计的细节,细节决定成败。
从上图中可以看到,油马达带动了一对伞齿轮,第二个伞齿轮与传动齿轮是同轴的,传动齿轮带动螺纹型芯上的齿轮,使螺纹型芯旋转,由于螺纹型芯的下端有导向的螺纹,这个导向螺纹的螺距与产品上的螺距(已放了收缩率)是一致的,所以螺纹型芯上的造型的螺纹部分会从产品里旋出来。由于螺纹型芯有上下的运动,所以螺纹型芯上的齿轮的厚度比较厚。
十、小结
有些网友跟我讲,查老师,你讲的这个案例太简单了,能不能来点复杂的。我认为,在日常的模具生产中,绝大多数是常规的结构,我这个案例集中体现的是模具设计的细节,细节决定成败。反过来讲,这套模具绝不是很简单,想出这种方法来很不容易,说这套模具简单的人,说明还没有看懂这套模具。假如构思不到那个多功能下模,整个的思路是不可能展开的。





